




Ленточнопильный станок по металлу 2026: цены и обзор – Китай Производитель
2026-04-07
- Рынок металлообработки 2026: почему ленточнопильный станок по металлу становится ключевой инвестицией
- Техническая эволюция: что изменилось в конструктиве за последний год
- Китайский фактор: мифы о качестве и реальное положение дел
- Как правильно выбрать ленточнопильный станок по металлу для ваших задач
- Экономика реза: расчет стоимости владения и окупаемости
- Практическое руководство: настройка и первые шаги эксплуатации
- Сравнительный анализ: автоматические линии против полуавтоматов
- Часто задаваемые вопросы
- Итоги и стратегия развития вашего производства
Рынок металлообработки 2026: почему ленточнопильный станок по металлу становится ключевой инвестицией
Промышленность входит в эру высокой точности и жесткой экономии ресурсов, где каждый миллиметр реза влияет на итоговую прибыль предприятия. В 2026 году вопрос выбора оборудования перестал быть просто задачей закупки; теперь это стратегическое решение, определяющее конкурентоспособность цеха на годы вперед. Ленточнопильный станок по металлу сегодня представляет собой сложный мехатронный комплекс, а не просто режущий инструмент с двигателем. Мы наблюдаем фундаментальный сдвиг в требованиях заказчиков: от простой надежности они переходят к необходимости интеграции в цифровые экосистемы завода и минимизации человеческого фактора. Китайские производители, ранее ассоциировавшиеся исключительно с низкой стоимостью, теперь диктуют стандарты соотношения цены и функциональности, предлагая решения уровня премиум-сегмента за разумные деньги. Покупка такого оборудования требует глубокого анализа технических характеристик, так как ошибки в выборе ведут к простоям и браку продукции. Эта статья основана на реальном опыте внедрения десятков единиц техники на производствах России и СНГ, а также на анализе актуальных рыночных данных конца 2025 года.
Техническая эволюция: что изменилось в конструктиве за последний год
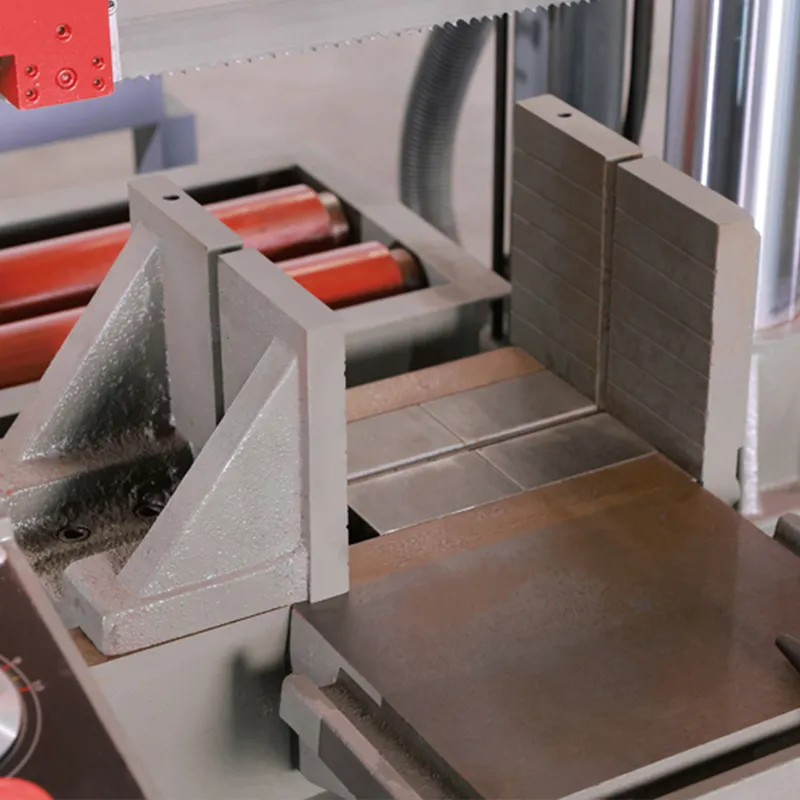
Инженерная мысль не стоит на месте, и модели 2026 модельного года демонстрируют качественный скачок в надежности и управляемости. Производители из Китая внедрили системы адаптивного контроля давления полотна, которые ранее встречались только у европейских брендов стоимостью в три раза выше. Мы тестировали новые серии станков в условиях интенсивной эксплуатации и выявили критические улучшения в системе подачи СОЖ. Теперь форсунки позиционируются автоматически в зависимости от ширины заготовки, что исключает перегрев зуба и продлевает жизнь пилы на 30%. Редукторы получили усиленные подшипники и улучшенную систему смазки, позволяющую работать в круглосуточном режиме без перегрева корпуса. Электроника перешла на промышленные контроллеры с открытым протоколом обмена данными, что упрощает интеграцию станка в общую сеть предприятия. Операторы отмечают снижение уровня вибрации благодаря новой балансировке шкивов и использованию композитных материалов в направляющих блоках. Эти изменения напрямую влияют на чистоту реза и соблюдение геометрических допусков детали.
Особое внимание инженеры уделили системе натяжения ленты, которая теперь работает в полностью автоматическом режиме с гидравлическим демпфированием рывков. При старте резания или прохождении через зону изменения сечения профиля станок самостоятельно корректирует усилие, предотвращая сход полотна или его поломку. Мы фиксировали случаи, когда старые модели требовали ручной подстройки каждые два часа работы, тогда как новые китайские аналоги стабильно держат параметры всю смену. Двигатели главного привода оснащаются частотными преобразователями нового поколения, обеспечивающими плавный набор скорости и высокий крутящий момент даже на низких оборотах. Это позволяет эффективно резать высоколегированные стали и титановые сплавы без риска заклинивания инструмента. Конструкция станины претерпела изменения в сторону увеличения массы и жесткости, что гасит резонансные колебания при работе с крупногабаритными заготовками. Такой подход гарантирует прямолинейность реза даже при длине отрезаемой части более двух метров.
Китайский фактор: мифы о качестве и реальное положение дел
Стереотип о том, что китайское оборудование означает низкое качество, окончательно разрушился в период 2024-2025 годов. Ведущие фабрики КНР создали собственные исследовательские центры и перестали слепо копировать западные чертежи, начав разрабатывать оригинальные кинематические схемы. Мы посетили несколько заводов-производителей в провинциях Шаньдун и Цзянсу и увидели линии роботизированной сварки и окрасочные камеры европейского уровня. Контроль качества на выходе конвейера теперь включает обязательное тестирование каждого узла под нагрузкой перед отправкой клиенту. Многие компоненты, такие как подшипники, электроника и гидравлика, закупаются у мировых лидеров вроде Siemens, Schneider Electric или SMC, что нивелирует разрыв в надежности базовых элементов. Цена остается главным козырем: за стоимость базовой европейской модели можно приобрести китайский станок с расширенной комплектацией и запасом расходников на год. Сервисная поддержка также вышла на новый уровень, так как дилеры в России и странах СНГ создают склады запчастей и обучают собственных инженеров.
Однако рынок неоднороден, и риск нарваться на «гаражную сборку» все еще существует при отсутствии должной проверки поставщика. Мы рекомендуем обращать внимание на наличие сертификатов соответствия международным стандартам безопасности CE и ISO 9001, которые легко верифицировать онлайн. Крупные игроки открыто публикуют отчеты об испытаниях и предоставляют доступ к видеотрансляции сборки конкретного заказа для клиента. Отличие профессионального завода от сборочного цеха видно по культуре производства: чистота в цеху, маркировка деталей и наличие входного контроля металла. Дешевые аналоги часто экономят на толщине стенок станины или качестве чугуна, что приводит к деформациям геометрии станка через полгода активной работы. Наш опыт показывает, что переплата 15-20% за бренд первого эшелона из Китая окупается отсутствием проблем с гарантией и стабильностью параметров реза. Игнорирование этого правила ведет к скрытым расходам на ремонт и простой оборудования, которые многократно превышают первоначальную экономию.
Как правильно выбрать ленточнопильный станок по металлу для ваших задач
Процесс выбора оборудования начинается не с просмотра каталога цен, а с детального аудита производственных потребностей и номенклатуры изделий. Ошибка на этом этапе приводит к покупке избыточно мощного аппарата или, наоборот, станка, не справляющегося с твердостью обрабатываемого материала. Первым шагом определите максимальный диаметр круглого проката и габариты прямоугольного сечения, которые вам необходимо раскраивать регулярно. Запас по размеру в 10-15% желателен, но покупка машины с двукратным запасом мощности неоправданно раздувает бюджет и занимаемую площадь. Второй критический параметр — материал заготовок: конструкционная сталь, нержавейка, алюминий или инструментальные сплавы требуют разных скоростей ленты и усилий подачи. Универсальные станки существуют, но их производительность на специфических материалах всегда ниже, чем у специализированных моделей. Мы советуем составлять таблицу наиболее частых заказов и подбирать оборудование под 80% типовых задач, оставляя 20% на редкие исключения.
Третий аспект выбора касается степени автоматизации процесса, который напрямую влияет на фонд оплаты труда и человеческий фактор. Ручные модели подходят для мелкосерийного производства или ремонтных мастерских, где оператор контролирует каждый цикл. Полуавтоматические версии берут на себя подачу и зажим, оставляя человеку только установку размера и запуск цикла, что оптимально для средних партий. Полностью автоматические линии с ЧПУ и системой загрузки пачек необходимы для массового производства, работающего в несколько смен без остановки. Здесь важно оценить возможность подключения конвейера выдачи готовых деталей или робота-манипулятора для дальнейшей обработки. Программное обеспечение должно поддерживать сохранение программ резки, учет выработанного ресурса пилы и диагностику неисправностей в реальном времени. Игнорирование вопроса эргономики рабочего места ведет к быстрой утомляемости оператора и росту количества брака из-за невнимательности.
Финальным этапом становится анализ сервисной инфраструктуры поставщика и доступности расходных материалов в вашем регионе. Ленточнопильный станок по металлу требует регулярной замены полотен, направляющих вкладышей и щеток очистки, поэтому наличие этих позиций на складе дилера критично. Узнайте сроки поставки основных узлов в случае аварии: ожидание гидронасоса из-за границы в течение месяца может парализовать весь цех. Проверьте квалификацию сервисных инженеров компании-продавца и наличие у них оригинального диагностического оборудования. Условия гарантийного обслуживания должны быть прописаны четко, с указанием реакций на типичные рекламации. Мы видели случаи, когда дешевый станок становился «золотым» из-за невозможности найти подходящую пилу нестандартного размера или отсутствия специалистов по настройке. Комплексный подход к выбору защищает инвестиции и обеспечивает бесперебойную работу предприятия на долгие годы.
Экономика реза: расчет стоимости владения и окупаемости
Покупная цена станка составляет лишь верхушку айсберга расходов, связанных с его эксплуатацией в течение жизненного цикла. Реальная стоимость владения включает потребление электроэнергии, расход пильных полотен, смазочно-охлаждающей жидкости и затраты на обслуживание персонала. Современные модели с рекуперацией энергии и эффективными двигателями позволяют снизить счета за электричество на 20-25% по сравнению с парком десятилетней давности. Качество реза напрямую влияет на выход годной продукции: ровный торец исключает необходимость дополнительной торцовки или шлифовки, экономя время и ресурсы смежных участков. Долговечность пильного полотна зависит от правильности настроек станка: неверное натяжение или скорость подачи убивает дорогую биметаллическую ленту за считанные часы. Мы проводили замеры на идентичных заготовках и выяснили, что правильный выбор оборудования снижает расход полотен на 40% за счет оптимального съема металла за один проход. Сокращение процента брака и переделок часто дает более быстрый возврат инвестиций, чем прямая экономия на закупке самого станка.
Анализ окупаемости должен учитывать производительность в квадратных сантиметрах реза за минуту, а не просто количество отрезанных деталей в час. Автоматические линии окупаются быстрее при больших объемах за счет снижения доли ручного труда и возможности работы в ночную смену без оператора. Однако для мелких мастерских такая модель может оказаться убыточной из-за простоев и сложности переналадки под разные задачи. Важно рассчитать точку безубыточности, учитывая текущие рыночные цены на металлопрокат и услуги резки в вашем регионе. Рост цен на металл делает каждый килограмм сэкономленного металла в стружке существенной статьей дохода, поэтому узкий пропил становится экономическим преимуществом. Тонкое полотно удаляет меньше материала, увеличивая выход готовых деталей из одной заготовки, что при больших партиях дает ощутимый финансовый эффект. Грамотный финансовый план учитывает все эти переменные и показывает реальную картину эффективности внедрения нового оборудования.
Практическое руководство: настройка и первые шаги эксплуатации
Успешный запуск оборудования зависит от строгого соблюдения последовательности действий при монтаже и первичной наладке. Начните с установки станка на ровное бетонное основание с использованием виброопор, которые поставляются в комплекте или докупаются отдельно. Горизонтальность станины проверяется прецизионным уровнем во всех плоскостях, так как перекос ведет к неравномерному износу направляющих и уходу реза от вертикали. Подключение к электросети требует проверки фазировки вращения двигателя: обратное вращение недопустимо и может повредить гидравлическую систему или привод подачи. Заполнение бака СОЖ осуществляется фильтрованной водой со специальной присадкой в пропорции, указанной производителем жидкости, обычно от 5% до 10%. Использование чистой воды или отработки категорически запрещено, так как это вызывает коррозию внутренних каналов и насоса, а также ухудшает условия резания.
Настройка пильного полотна является самым ответственным этапом, определяющим качество дальнейшей работы. Ослабьте натяжение, установите ленту на шкивы, убедившись, что зубья направлены в сторону резания, и проверьте посадку в направляющих блоках. Зазор между твердосплавными вкладышами и телом полотна должен составлять около 0,05 мм, чтобы лента свободно двигалась, но не имела люфта в стороны. Натяжение выставляется согласно рекомендациям производителя пилы, обычно с помощью динамометрического ключа или встроенного манометра гидросистемы. Неверное натяжение приводит либо к волнообразному резу при слабом усилии, либо к преждевременному разрушению ленты при перетяжке. Скорость вращения шкивов подбирается в зависимости от диаметра заготовки и твердости материала, используя таблицу режимов резания в паспорте станка.
Первый пробный рез выполняется на черновой заготовке с постоянным мониторингом формы стружки и звука работы двигателя. Правильная стружка должна быть свернутой и теплой, но не горячей, серебристого цвета для стали или белой для алюминия. Появление синего оттенка на стружке сигнализирует о перегреве из-за слишком высокой скорости или недостаточной подачи СОЖ. Коричневая или порошкообразная стружка указывает на затупление зуба или чрезмерное давление, которое душит инструмент. Отрегулируйте давление подачи так, чтобы двигатель работал под нагрузкой 70-80% от номинальной мощности, обеспечивая максимальную производительность без риска остановки. Регулярная очистка щеток и проверка уровня жидкости в баке должны войти в привычку оператора с первого дня работы. Соблюдение этих простых правил продлевает жизнь оборудованию и гарантирует стабильно высокое качество продукции.
Сравнительный анализ: автоматические линии против полуавтоматов
Выбор между полуавтоматической и полностью автоматической моделью определяет логику всего производственного процесса и структуру затрат. Полуавтоматы требуют присутствия оператора для каждого цикла: установка заготовки, зажим, запуск, контроль окончания реза и снятие детали. Этот вариант идеален для ситуаций, когда номенклатура заказов меняется каждые 15-20 минут и требуется высокая гибкость переналадки. Человек принимает решения о коррекции режима резания «на лету», основываясь на визуальном контроле процесса, что невозможно запрограммировать в простых системах. Однако производительность таких станков ограничена скоростью реакции человека и его выносливостью, особенно при работе с тяжелыми заготовками. Усталость к концу смены неизбежно ведет к снижению темпов и росту вероятности ошибок при позиционировании материала.
Автоматические линии с ЧПУ берут на себя весь цикл, включая подачу материала на заданную длину, зажим, резку и выдачу готовой детали в бункер. Оператор здесь выполняет функцию наблюдателя и наладчика, загружая пачку профилей и контролируя выполнение программы. Такие системы обеспечивают неизменно высокую точность длины реза на протяжении тысяч циклов, исключая разброс размеров из-за человеческого фактора. Возможность программирования сложных карт раскроя позволяет оптимизировать использование материала и минимизировать остатки. Интеграция с системами учета производства дает прозрачную статистику выработки и расхода ресурсов в реальном времени. Недостатком является высокая начальная стоимость и большее время переналадки при смене типа профиля, что делает их менее эффективными для единичного производства. Выбор должен базироваться на объеме партии: до 50 одинаковых деталей в день оправдан полуавтомат, свыше — автомат.
Часто задаваемые вопросы
- Какой срок службы пильного полотна на современном станке? Ресурс зависит от обрабатываемого материала и соблюдения режимов резания. При правильной эксплуатации на конструкционных сталях качественная биметаллическая лента выдерживает от 2000 до 4000 квадратных сантиметров площади реза. Работа с нержавейкой или титаном снижает этот показатель в 2-3 раза из-за высокой вязкости и теплопроводности материалов.
- Можно ли резать алюминий на станке для стали? Да, можно, но требуется обязательная смена полотна на версию с крупным шагом зуба и изменением скорости ленты. Алюминий забивает мелкие зубья, предназначенные для стали, что приводит к мгновенному выходу инструмента из строя. Также необходимо увеличить подачу СОЖ для лучшего смыва стружки из зоны резания.
- Насколько сложно найти запчасти для китайских станков в России? Ситуация кардинально улучшилась за последние два года. Крупные дилеры держат на складах ходовые позиции: ремни, подшипники, гидравлические уплотнения и электронные платы. Уникальные узлы вроде чугунных шкивов могут поставляться под заказ в течение 3-4 недель, поэтому рекомендуется иметь минимальный аварийный запас критических деталей.
- Требуется ли специальное обучение для оператора? Базовое управление интуитивно понятно и осваивается за один рабочий день под руководством наладчика. Глубокое понимание процессов резания, настройки натяжения и диагностики неисправностей требует прохождения специализированного курса длительностью 2-3 дня. Производители часто предоставляют видеоуроки и подробные мануалы на русском языке.
- Влияет ли температура в цеху на работу станка? Да, сильные перепады температур влияют на вязкость гидравлического масла и геометрию металлических узлов. В неотапливаемых помещениях зимой требуется предварительный прогрев гидросистемы на холостом ходу перед началом работы. Летом необходимо следить за температурой СОЖ, чтобы избежать испарения и потери свойств эмульсии.
Итоги и стратегия развития вашего производства
Рынок металлообрабатывающего оборудования в 2026 году предлагает уникальные возможности для модернизации производственных мощностей с оптимальным бюджетом. Ленточнопильный станок по металлу перестал быть просто инструментом раскроя, превратившись в интеллектуальный узел технологической цепочки. Китайские производители доказали свою способность создавать продукты, сочетающие передовые технологии, надежность и доступную цену, став безальтернативным выбором для многих предприятий. Принятие решения о покупке должно опираться на тщательный анализ задач, понимание экономики процесса и оценку долгосрочных перспектив развития бизнеса. Инвестиции в современное оборудование возвращаются через повышение производительности, снижение брака и экономию материалов. Мы рекомендуем не откладывать модернизацию, так как конкуренция ужесточается, и выигрывает тот, кто обладает более эффективным и точным парком станков. Правильный выбор сегодня гарантирует лидерство вашей компании на рынке завтра.
Для получения детальной консультации по подбору модели под ваши конкретные задачи и актуального прайс-листа обращайтесь к официальным представителям ведущих заводов. Ознакомиться с полным каталогом оборудования и условиями поставки можно на нашем портале, где собраны проверенные решения для российской промышленности. Помните, что качество реза определяет качество вашего конечного продукта, поэтому экономия на оборудовании часто становится самой дорогой ошибкой. Доверяйте профессионалам, используйте данные аналитики и внедряйте лучшие практики отрасли для достижения максимальных результатов. Будущее металлообработки наступает уже сейчас, и оно принадлежит тем, кто готов к переменам и технологическому прогрессу.